
Cómo sublimar madera sin que se queme
La sublimación en madera puede dar acabados cálidos y nítidos si mantienes a raya el amarilleo, las marcas de platina y la deformación. La clave está en dos decisiones: usar una base polimérica real donde el tinte pueda anclar y dosificar la energía (temperatura × tiempo × presión) según el grosor y el acabado de la pieza. Con el flujo correcto, los colores se ven vivos y la veta se aprecia sin “tostados”.

Lo esencial: por qué algunas maderas se queman y otras no
El tinte de sublimación necesita una matriz polimérica para difundirse; la madera por sí sola no la tiene. Si aplicas calor alto directamente sobre madera cruda, la superficie oscurece antes de que el color ancle bien. Por eso hay dos caminos seguros: 1) usar blanks de madera con recubrimiento para sublimación (capas poliméricas ya curadas), o 2) crear la base con selladores/recubrimientos aptos (barniz poliéster/poliuretano o técnicas como HTV de poliéster más lámina laminada) que permiten transferir con menos energía sobre la fibra y reducen el riesgo de quemado.
Elegir la pieza correcta
Si compras blanks, prefiere maderas claras y con poca veta (abedul/contrachapado claro, MDF con coating blanco). En maderas oscuras o vetas muy marcadas, los colores pierden intensidad y te obliga a “cocinar” más para compensar, aumentando riesgo de marcas. Para piezas sin coating, elige tableros estables (MDF o contrachapado fino) antes que pino blando; se deforman menos con el calor.
Preparación de superficie sin prisas
Lija suave (grano 220–320) y elimina polvo. Si vas a sellar, aplica varias capas finas de un producto apto, dejando secar y curar de verdad entre manos; las capas gruesas atrapan burbujas que luego se ven como manchas. En maderas oscuras o vetadas, una base blanca opaca eleva el contraste y permite colores plenos.
Dos flujos de trabajo que evitan quemados
A) Madera con recubrimiento para sublimación (o sellada y curada)
- Imprime a 300 ppp en papel de sublimación.
- Apilado en la prensa: base de silicón o fieltro fino → papel protector → diseño cara abajo → madera cara imprimible arriba → papel protector.
- Parámetros de partida para placas finas/MDF con coating: 185–195 °C durante 50–70 s, presión media. Si tu plancha entrega menos calor del que marca, acerca a 200 °C y mantén el tiempo.
- Retiro vertical, sin arrastrar. Enfría sobre superficie plana.
Si se ve pálido, agrega 5–10 s o sube 5 °C. Si ves brillo o pardeamiento en cantos, baja presión y temperatura, y añade un pad de silicón para amortiguar la platina.
B) “Hack” de poliéster: HTV + lámina laminada (para madera cruda decorativa)
Este método crea una piel de poliéster sobre la madera para anclar el tinte con menos calor directo en la fibra:
- Plancha HTV poliéster sobre la madera (brillante arriba) ~150 °C por 20 s con papel protector, presión media.
- Coloca una lámina de laminado (mate hacia abajo) y vuelve a prensar ~150 °C por 20 s.
- Transfiere tu impresión a 200–205 °C por 60 s con presión media, usando papel protector arriba y abajo.
El acabado queda liso, con color sólido y sin “tostado”, ideal en letreros y bases artesanales porosas.
Control de energía: trabaja con ventanas, no con un número fijo
En madera, manda la masa y el acabado. Una placa gruesa pide más tiempo para calentar el núcleo; una pieza muy fina se marca fácil. Trabaja con ventanas:
- Placas/coasters con coating: 185–195 °C × 50–70 s.
- Tablas delgadas recubiertas: 190–200 °C × 60–80 s.
- Hack HTV + laminado: 200–205 °C × ~60 s tras las dos prensadas cortas de preparación.
Siempre con presión media y protecciones (papel kraft o butcher) arriba y abajo. Ajusta un parámetro a la vez.
Pequeños grandes trucos que marcan diferencia
Preprensa 5–10 s si el ambiente está húmedo: la madera succiona humedad y te roba energía. Usa papel protector nuevo en cada ciclo para evitar transferencia de tinta residual y manchas. Redondea mínimamente cantos o envuelve 1–2 mm el papel sobre el borde para evitar halos claros. Si tu platina marca el perímetro, añade pad de silicón o baja un punto la presión. En piezas con pintura previa, lija y alisa la capa: las crestas del rodillo se verán como sombras tras la sublimación.
Diagnóstico rápido: problema → ajuste
Bordes amarillos o “tostados”: temperatura o tiempo altos; baja 5–10 °C o 10–15 s y añade un pad para repartir presión.
Zonas lavadas o pálidas: faltó energía real o el coating es pobre; confirma con termómetro la temperatura de platina y prolonga 5–10 s.
Bandas o nubes: papel ondulado por humedad o exceso de tinta; guarda el papel sellado con desecante y limita saturación en el driver o usa un papel con mejor release.
Doble imagen (ghosting): micro-movimiento; más cinta térmica, levantado vertical y protector superior que no arrastre.
Veta demasiado visible bajo colores claros: usa base blanca opaca o el hack de poliéster para opacar antes de sublimar.
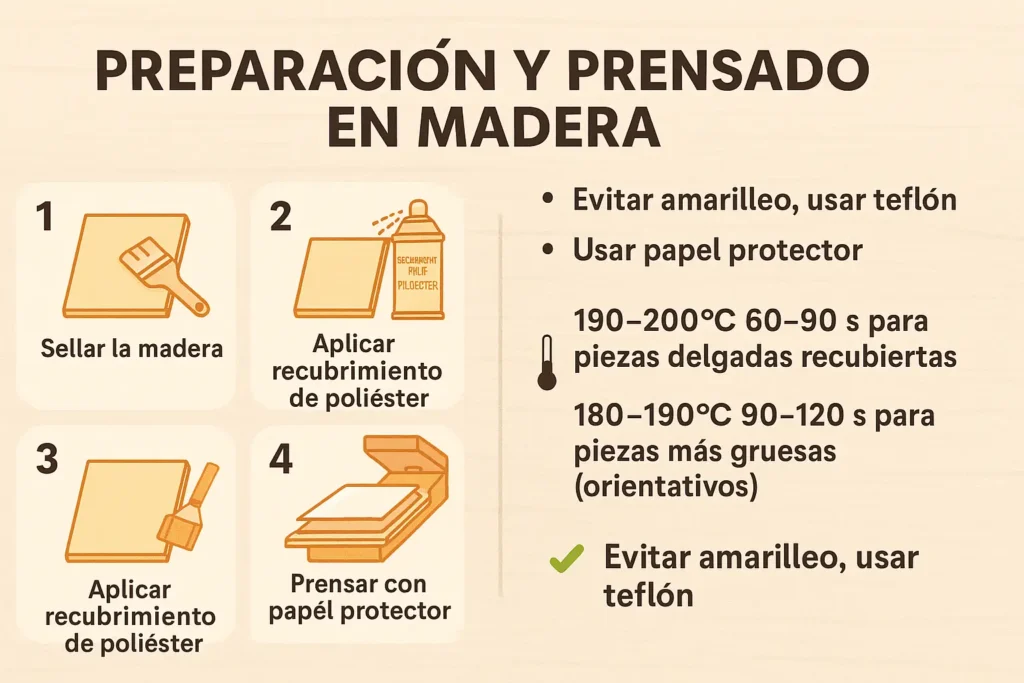
Paso a paso de referencia (placa de MDF con coating)
Limpia polvo; coloca protector, diseño, pieza y protector; 190 °C × 60 s, presión media; retira en vertical y enfría. Si haces un set de 4 posavasos a la vez, sube 10–20 s para compensar la caída de temperatura al cerrar la plancha. Busca consistencia: la primera y la última pieza deben verse iguales.
Paso a paso de referencia (madera cruda con HTV + laminado)
Plancha HTV 20 s a 150 °C; plancha la lámina de laminado otros 20 s a 150 °C; transfiere el diseño 200–205 °C × 60 s, presión media, protegiendo arriba y abajo. El acabado queda uniforme y sin tostado.
Seguridad y acabado
Trabaja ventilado cuando uses sprays o recubrimientos y respeta tiempos de curado. En cantos vivos, un lijado fino evita que el papel se marque. Para uso exterior, recuerda que la estabilidad UV depende del tinte y del recubrimiento; si el producto estará al sol, protege con sellador UV compatible para prolongar el color.