
Cómo sublimar gorras: tiempo, calor y presión
La sublimación de gorras exige más precisión que una camiseta: trabajas sobre una superficie curva, con costuras y, muchas veces, con espuma/foam en el panel frontal. Para lograr colores vivos sin marcas, el éxito depende de tres variables: tiempo, calor y presión, además de un montaje firme que evite micro-movimientos.
Qué gorras funcionan mejor (y por qué)
Prefiere gorras tipo trucker o modelos con panel frontal de poliéster (idealmente 100%). El poliéster recibe y ancla el tinte; la malla trasera no se sublima (y no hace falta). Verifica que el panel frontal sea realmente sublimable (poliéster o recubrimiento preparado). Si es foam (espuma), cuida la presión y la temperatura para no dejar brillo o hundir el relieve.
Equipo y consumibles
Necesitas una prensa para gorras (mejor que improvisar con plancha plana), papel de sublimación fast-dry o tack (el tack ayuda contra el “fantasmeo”), tinta de sublimación, cinta térmica y un protector (teflón o papel kraft). Un pad o almohadilla para gorras (Nomex/silicón) ayuda a repartir la presión en paneles con costuras.
Parámetros base (ventana segura)
- Temperatura: 180–190 °C (355–375 °F) reales en la platina.
- Tiempo: 50–70 s por transferencia.
- Presión: media, uniforme; firme pero sin aplastar el foam ni marcar costuras.
Punto de partida recomendado: 180 °C × 60 s, presión moderada. Ajusta ±5–10 °C o ±10 s según el resultado y la estabilidad de tu prensa.
Ajustes por tipo de panel
- Panel de poliéster liso (sin espuma): 185–190 °C × 50–60 s, presión media.
- Foam/espuma: 180 °C × 55–65 s, presión media-baja (evita brillo y hundimiento).
- Panel con costura central marcada: usa almohadilla para “puentear” la costura o baja un punto la presión y sube 5–10 s.
Preparación: lo que te evita rehacer
- Archivo: diseña en sRGB, activa espejo y deja sangrado (2–3 mm) si vas al ras.
- Impresión: 300 ppp. Deja reposar 1–2 min si el arte tiene fondos densos.
- Gorra: limpia pelusas, preprensa 5–8 s para aplanar y expulsar humedad.
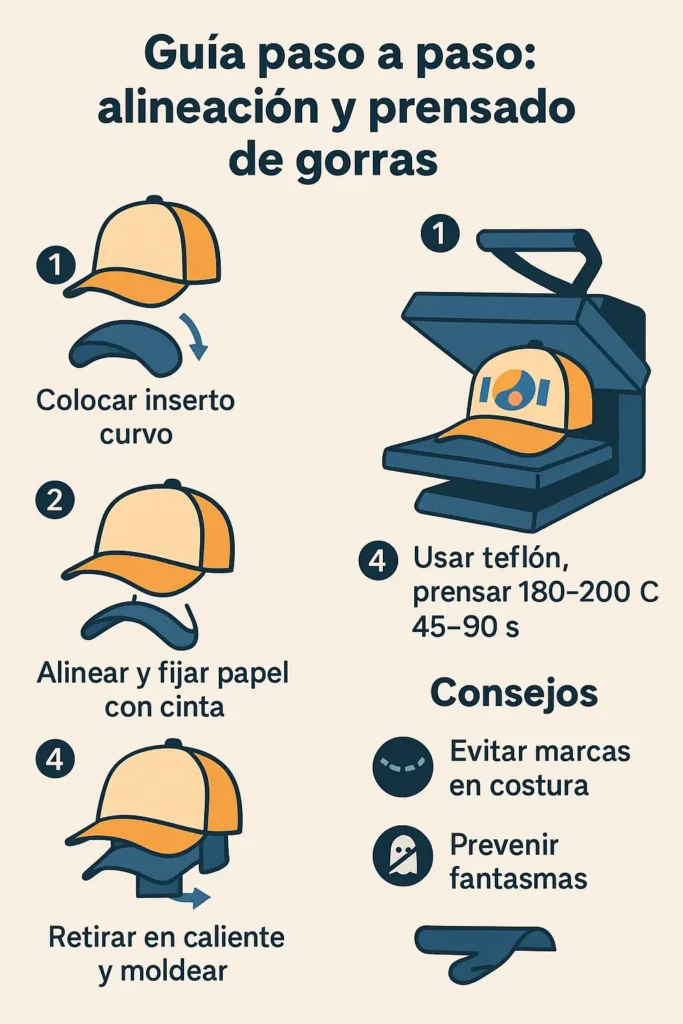
- Montaje: tensa el panel en el curvedo de la prensa; el material debe quedar liso (sin arrugas). Presenta el papel centrado, fija con 2–3 tiras de cinta térmica y cubre con teflón/kraft.
Procedimiento paso a paso
- Ajusta la prensa para un contacto homogéneo (prueba en frío; que no quede ni suelta ni “mordiendo” el panel).
- Llega a temperatura real (veríficala al menos una vez con termómetro de contacto).
- Coloca la gorra montada, cierra a presión media y transfiere con tu receta (p. ej., 180 °C × 60 s).
- Abre en vertical, retira el papel sin deslizar y enfría al aire.
Cómo elegir presión sin dejar marcas
- Si al levantar ves brillo o “pisada” de la platina, estabas alto de presión/temperatura. Reduce un punto la presión o baja 5 °C y compensa con +5–10 s.
- Si el diseño sale pálido en los bordes, faltó contacto: sube levemente la presión o añade almohadilla para salvar relieves.
Errores típicos y cómo se corrigen
1) Fantasmeo (doble contorno)
Causa: micro-movimientos en una superficie curva.
Solución: cinta térmica extra, papel tack si tienes, abrir y retirar sin arrastrar.
2) Centro pálido (sobre costura)
Causa: el lomo de la costura no toca bien la platina.
Solución: almohadilla para “puentear” la costura o subir ligeramente la presión; en diseños muy finos, evita colocar detalles justo sobre el lomo.
3) Brillo/hundimiento en foam
Causa: exceso de presión/calor.
Solución: baja presión, baja 5 °C y agrega 5–10 s; usa protector suave (papel kraft) en lugar de teflón rígido.
4) Bordes lavados/halos
Causa: papel ondulado por humedad o demasiada tinta.
Solución: guarda papel sellado con desecante, usa fast-dry y, si sigue, reduce saturación en el driver o cambia a papel de mayor gramaje.
5) Color apagado
Causa: energía real insuficiente o mala gestión de color.
Solución: verifica temperatura real, suma +5–10 °C o +10 s; confirma perfil ICC de tu combo impresora+tinta+papel.
Trucos de producción que marcan la diferencia
- Centraje perfecto: haz una marca guía en el centro del panel (con cinta de pintor o un doblez ligero antes de montar) y alinea con el centro del arte.
- Evita “picos” de presión: no cierres de golpe la prensa; cierra firme pero progresivo para que el papel no se mueva.
- Cubre costuras: si la costura lateral asoma bajo la platina, interpon papel adicional o un felt pad para igualar el plano.
- Prueba de 10 segundos: antes de la primera gorra de un lote, da un toque de 10 s para ver contacto y posición; corrige y luego haz el tiempo completo.
- No sobrecargues tinta: en artes muy sólidos, considera tramar (dithering) o baja 3–5% de saturación para evitar cockling en el papel.
Recetas de referencia (para empezar hoy)
- Gorra trucker poliéster (panel liso): 185–190 °C × 50–60 s, presión media.
- Gorra foam/espuma: 180 °C × 55–65 s, presión media-baja y protector kraft.
- Arte al ras en panel con costura: 185 °C × 60–70 s, presión media + almohadilla.
Ajusta una variable por vez. Si la primera sale pálida: +10 s; si sigue, +5 °C. Si aparece brillo/huella: –5 °C o –1 punto de presión y compensa con +5–10 s.
Control de calidad y consistencia
Mantén un archivo de test (negros, degradados, líneas finas) y guarda una gorra patrón como referencia. Documenta temperatura, tiempo, presión, papel, tinta e ICC por lote. Si cambias de modelo de gorra (otro foam/tejido), repite una prueba rápida: la curvatura y el relleno cambian el contacto.
Check-list final (para cero sorpresas)
- Panel de poliéster y tenso en la base curva.
- Papel fast-dry/tack bien fijado con cinta térmica.
- Preprensa breve para aplanar y quitar humedad.
- 180–190 °C, 50–70 s, presión media (ajusta según foam/costura).
- Retirar sin deslizar; enfriar al aire.
- Bitácora de receta y pieza patrón para comparar.
Con este método, la sublimación de gorras deja de ser una lotería: la curvatura, la espuma y las costuras dejan de jugar en tu contra. Ajustando tiempo, calor y presión dentro de una ventana controlada, logras diseños centrados, colores intensos y bordes limpios desde la primera tanda.