
¿Cómo sublimar tarjetas de PVC?
La sublimación en tarjetas de PVC es ideal para credenciales, membresías, gafetes y tarjetas de acceso con acabado fotográfico. La clave para un resultado profesional es usar PVC sublimable (tarjetas con capa de poliéster o recubrimiento específico) y controlar muy bien la energía térmica para evitar alabeo (deformación), burbujas y pérdida de nitidez. Aquí tienes un flujo paso a paso, receta base, ajustes y soluciones a los errores más comunes.
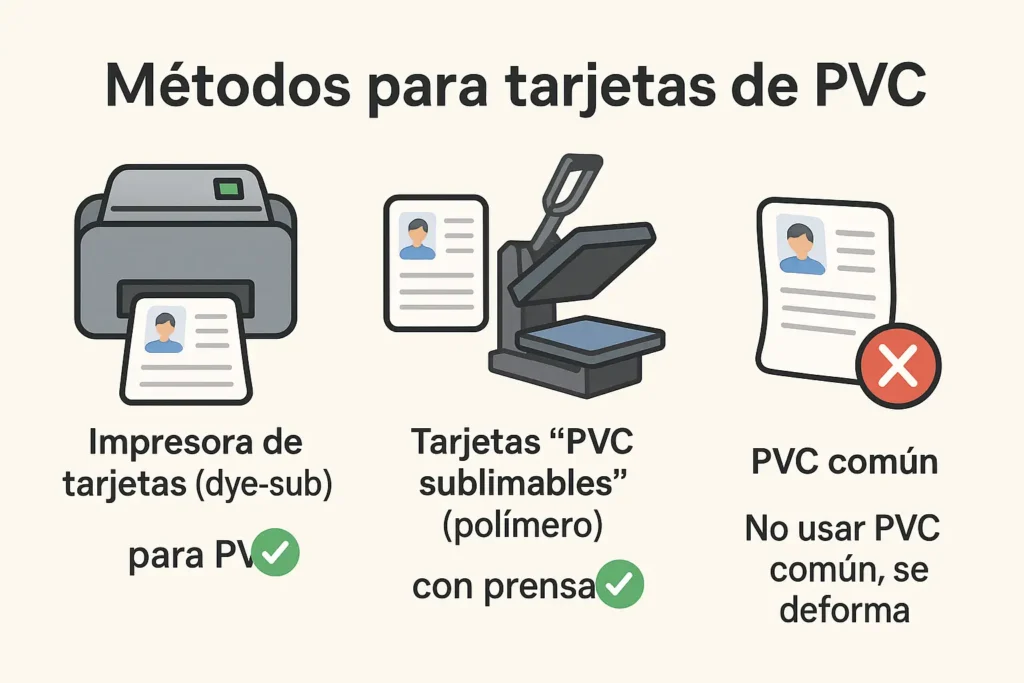
Qué tarjetas sirven (respuesta directa)
No todo PVC es sublimable. Necesitas tarjetas PVC “para sublimación” (CR80, 85.5×54 mm, 0.76 mm) con recubrimiento de poliéster y, muchas veces, una película protectora que se retira antes de prensar. El PVC común, sin coating, no ancla la tinta de sublimación y puede deformarse con el calor.
Equipo e insumos mínimos (lo imprescindible)
- Impresora de inyección compatible con tintas de sublimación (cabezal piezo o equipo dedicado).
- Tintas y papel de sublimación (90 g/m²; en coberturas sólidas, 100–120 g/m²).
- Prensa plana bien calibrada.
- Jig o “sandwich rígido” para mantener la tarjeta perfectamente plana: placa de aluminio (o acero) arriba/abajo + silicón/espuma fina para repartir presión.
- Cinta térmica, guantes resistentes al calor, paño antiestático.
- Gestión de color: diseña en sRGB a 300 ppp y deja que la aplicación gestione el color con tu perfil ICC (driver sin correcciones para evitar doble perfilado).
Receta base y ajustes (punto de partida fiable)
- Temperatura/tiempo/presión iniciales: 180 °C × 60–70 s · presión ligera a media.
- Si observas alabeo o bordes redondeados: baja a 170 °C y sube a 80–90 s; mantén presión ligera y usa sandwich rígido.
- Si el color sale tímido: añade +10–15 s o +5 °C (verifica que el contacto siga plano).
- Si aparecen manchas/áreas “quemadas”: resta −10–15 s o −5 °C y revisa que el jig no concentre “hot spots”.
Recordatorio: el PVC es sensible al calor. El jig (aluminio + silicón) estabiliza la transferencia y evita deformaciones.
Paso a paso: como sublimar tarjetas de pvc
- Diseña e imprime
Crea el arte en sRGB/300 ppp, con 3–4 mm de sangrado. Imprime en espejo sobre papel de sublimación y deja secar 2–3 minutos. - Prepara la tarjeta
Retira la película protectora (si la trae), limpia polvo con paño antiestático. No uses solventes. - Alinea y sujeta
Centra la impresión sobre la tarjeta; fija con dos tiras pequeñas de cinta térmica en lados opuestos (no uses exceso para que no marque). - Arma el jig (de abajo hacia arriba)
Platen de la prensa → papel protector → silicón (2–3 mm) → placa de aluminio delgada → tarjeta con papel (papel arriba) → papel protector → placa de aluminio superior. Así logras presión plana y uniforme. - Transfiere
Cierra a 180 °C × 60–70 s con presión ligera/media. No muevas el sandwich durante el ciclo. - Retira en vertical y enfría plano
Levanta el papel en vertical (sin arrastrar) para evitar ghosting. Coloca la tarjeta bajo peso plano (otra placa fría o libro pesado con papel protector) 30–60 s hasta que enfríe; evita agua fría (choque térmico). - Control de calidad
Revisa nitidez de texto, uniformidad y que la tarjeta siga plana. Si harás doble cara, deja enfriar completamente antes de repetir del otro lado (mismo jig y receta).
Doble cara sin sorpresas
- Secuencia: primero cara A, enfría plano, luego cara B.
- Protección: coloca papel protector limpio entre tarjeta y placas para que la cara ya sublimada no se marque.
- Alineación: usa marcas de registro o gabarito para consistencia en lotes.
Calidad de imagen y color (lo que más impacta al ojo)
- ICC y flujo correcto: que solo la app gestione el color con tu perfil; el driver en sin correcciones.
- Negros profundos y microtexto: sube ligeramente contraste en sombras y evita sobreenfoque (halo).
- Coberturas sólidas: prefiere papel 100–120 g/m² para mejor liberación y evitar “nubes”.
Errores comunes (y cómo corregirlos rápido)
- Alabeo/curvado: exceso de temperatura/tiempo o falta de jig.
Solución: usa sandwich rígido, baja −5–10 °C o −10–15 s y enfría prensando plano. - Burbujas o “piel de naranja”: humedad o presión irregular.
Solución: trabaja en ambiente seco, usa silicón para repartir presión y evita preprensas largas. - Ghosting (doble sombra): micromovimiento al abrir.
Solución: más cinta térmica, retiro vertical y mantén el sandwich estable. - Marcas de cinta o borde: exceso de cinta o presión alta.
Solución: cinta mínima y presión ligera con placas lisas. - Colores lavados: energía térmica insuficiente o papel de baja liberación.
Solución: +10–15 s o +5 °C, y/o cambia a papel 100–120 g/m².
Seguridad y compatibilidades (lo que debes saber)
- Magstripe/chip/RFID: solo usa tarjetas sublimables diseñadas para calor con estas tecnologías. El calor puede desmagnetizar o dañar chips si no son heat-safe.
- Ventilación: trabaja en área ventilada; evita sobrecalentar PVC.
- Limpieza: usa paños suaves; no rasques la superficie.
- Tamaño y espesor: estándar CR80 (0.76 mm); si usas otros espesores, ajusta presión y considera placas que repartan mejor el contacto.
Checklist de producción (antes de hacer 50 piezas)
- Tarjetas PVC sublimables y sin película (ya retirada).
- Papel/tinta consistentes + ICC correcto (la app gestiona color).
- Jig armado (aluminio + silicón) y temperatura real verificada con termómetro de contacto.
- Prueba de 2–3 tarjetas para fijar receta y guardar pieza patrón.
- Enfriado plano tras cada transferencia (peso/placa fría).
Conclusión
Para sublimar tarjetas de PVC con acabado nítido y perfectamente planas, utiliza PVC con coating de poliéster, jig rígido y una receta inicial de 180 °C × 60–70 s, presión ligera/media. Ajusta a tu equipo: si ves alabeo, baja a 170 °C y extiende tiempo. Gestiona color con ICC, retira en vertical y enfría prensado y plano. Con este método, tus credenciales y membresías se verán profesionales, durables y consistentes en cada lote.