
Sublimación en cerámica: pasos, parámetros y trucos que sí funcionan
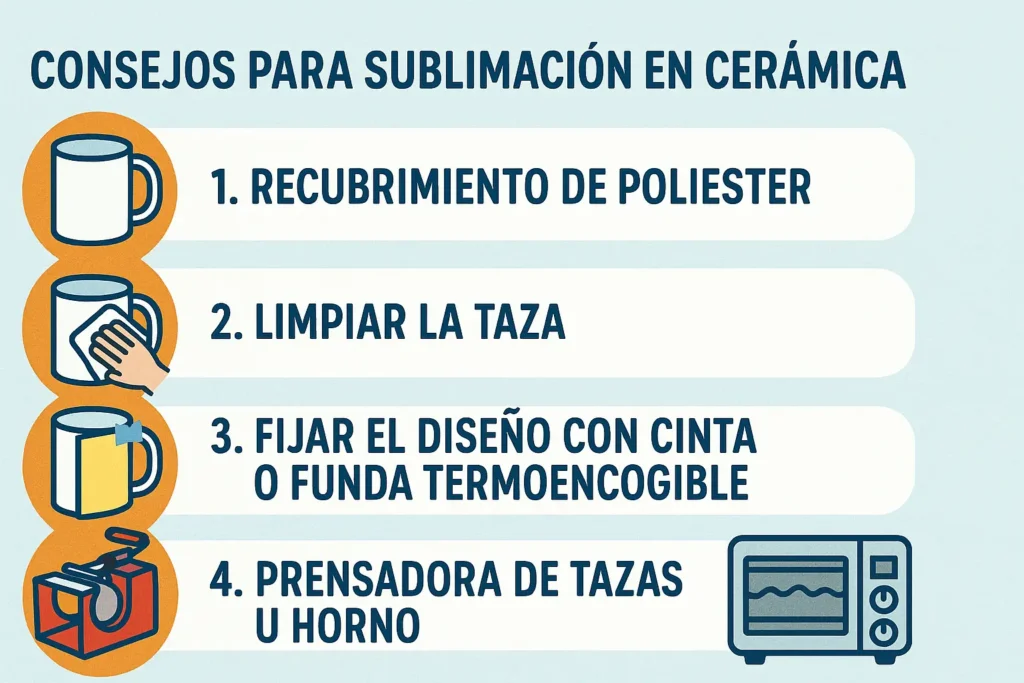
Para que la sublimación en cerámica dé un acabado nítido y brillante, hay tres pilares que deben trabajar en conjunto: piezas con recubrimiento polimérico de buena calidad, tinta y papel de sublimación acordes, y parámetros térmicos bien controlados. Con esos cimientos, la técnica es consistente tanto en tazas como en azulejos, platos y posavasos. A continuación te dejo un flujo probado, con rangos realistas y consejos prácticos que evitan manchas, sombras y pérdida de color.
Insumos y preparación del taller
Trabaja únicamente con cerámicas sublimables (traen recubrimiento listo para anclar el tinte). Ten a mano impresora configurada con tinta de sublimación, papel de transferencia y una prensa adecuada (de plancha plana para azulejos y platos con resistencias planas/curvas, o prensa de tazas/horno con mangas termoencogibles para piezas cilíndricas). En software, una resolución de 300 ppp es un buen punto de partida para gráficos y fotos. Mantén el papel y las piezas libres de polvo y humedad: la cerámica fría o húmeda roba energía y genera “lavados” de color.
Un truco que mejora bordes y esquinas en azulejos es cortar el papel ligeramente más grande que la pieza para que envuelva el canto; así evitas halos claros en el perímetro. En tazas, el papel debe ajustarse al cilindro y quedar perfectamente tenso con cinta térmica o manga para impedir micro-movimientos.
Azulejos y piezas planas: montaje y transferencia
Para azulejos: coloca el papel impreso boca arriba en la plancha, presenta el azulejo boca abajo (cara imprimible contra la imagen), alinea, fija si es necesario y cubre con teflón o protector de calor para repartir la presión. Aplica presión media: suficiente para asegurar contacto total sin fracturar esmaltes ni marcar texturas. La temperatura de referencia es ~200 °C y el tiempo típico se mueve entre 6 y 8 minutos por pieza estándar; si transfieres varios azulejos a la vez, cada uno roba calor a la plancha y conviene sumar minutos para compensar, porque el núcleo tarda más en llegar a la ventana de gasificación del tinte. Esta lógica también aplica a azulejos gruesos o murales: cuanto mayor masa total, más energía (tiempo) necesita el conjunto.
Al terminar, levanta la plancha en vertical y deja que el azulejo enfríe sin manipular la cara impresa. No deslices el papel: el deslizamiento en caliente provoca ghosting (doble imagen).
Tazas y cerámica cilíndrica: prensa de tazas vs. horno
En tazas de 11 oz con recubrimiento para sublimación, dos enfoques son habituales:
- Prensa de tazas: ofrece transferencia directa y rápida. Un rango práctico es 180–190 °C durante 180–240 s con presión firme y contacto homogéneo en todo el perímetro. Ajusta un poco más si tu resistencia no calienta parejo en la zona cercana al asa, que es donde suelen aparecer desvanecidos.
- Horno con mangas termoencogibles: envuelve el papel con manga y caliéntala hasta que ajuste sin arrugas; hornea a ~195–200 °C por 10–15 minutos según horno y carga. Es más lento por la inercia térmica del equipo, pero permite producir varias tazas a la vez y llegar mejor a zonas difíciles o a formas cónicas.
En ambos casos, asegúrate de que el papel quede tenso y sin bolsas de aire. Las bolsas crean “nubes” pálidas; el exceso de tinta o un papel que ondula con la humedad dejan bordes sucios. Si usas diseños al ras, alinea con guías y tira de cinta longitudinalmente para que no se abra al dilatar la taza.
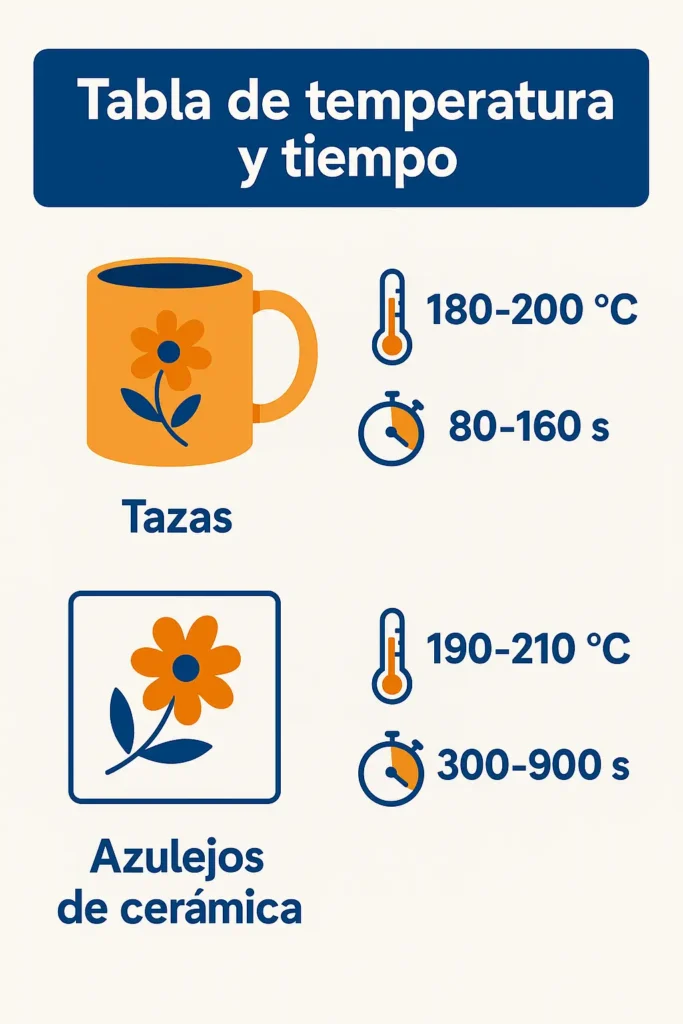
Parámetros orientativos por pieza
Más que una “receta única”, piensa en una ventana de trabajo que se ajusta por masa, espesor, estabilidad de tu prensa/horno y condiciones del taller:
- Azulejos cerámicos (pieza única estándar): ~200 °C × 6–8 min, presión media. Si haces mural (múltiples piezas), agrega 2–5 min según cantidad y tamaño para compensar la caída de temperatura al cerrar.
- Tazas 11 oz (prensa): 180–190 °C × 180–240 s, presión firme y uniforme.
- Tazas 11 oz (horno + manga): 195–200 °C × 10–15 min.
- Platos/posavasos cerámicos planos: parámetros similares a azulejos; añade segundos o usa almohadilla si la pieza tiene leve curvatura o relieve.
Como siempre, verifica temperatura real con termómetro de contacto o tiras térmicas: muchas prensas reportan un valor y entregan otro. Si la pieza sale apagada, probablemente faltó energía: sube 5–10 °C o añade 30–60 s; si ves amarilleo o esmalte “quemado”, estabas demasiado alto o presionaste de más.
Control de color, papel y sujeción
Imprime a 300 ppp si tu arte tiene tipografías finas o fotografías; no por más ppp saldrá mejor si el papel o la tinta no liberan adecuadamente. Usa papel de sublimación que seque rápido y soporte tu carga de tinta; para tazas y bordes críticos, los papeles con tack (ligero adhesivo) ayudan a evitar deslizamientos. Aun así, la cinta térmica es obligatoria: dos o tres tiras bien puestas valen más que un minuto extra de presión.
Si tu taller es húmedo, guarda el papel en bolsa sellada con desecante y precalienta las piezas unos segundos: el cockling (ondulado) del papel en la taza genera bandas y sombras.
Problemas típicos y cómo los atajamos
- Desvanecido cerca del asa o en el borde del azulejo: falta de contacto o calor. En tazas, revisa la curvatura de la resistencia y añade acolchado fino si hay puntos fríos; en azulejos, confirma presión uniforme y añade segundos para que el calor llegue al canto.
- Líneas verticales en tazas cónicas: el papel no asentó sin pliegues. Recorta el papel en forma trapezoidal (plantilla cónica) y ténsalo con cinta.
- Ghosting (doble imagen): micro-movimiento al cerrar o abrir. Fija con cinta, usa mangas en horno y levanta la prensa sin deslizar.
- Manchas o halos: exceso de tinta o papel saturado. Baja la saturación en el RIP/driver, cambia a papel con mejor release o incrementa ligeramente la temperatura para que el tinte gasifique bien.
- Brillo/quemado en esmalte: temperatura o presión demasiado altas. Reduce 5–10 °C o pasa de presión alta a media.
Flujo recomendado paso a paso (azulejo)
- Imprime a 300 ppp en papel de sublimación; deja márgenes para envolver bordes.
- Limpia el azulejo, precalienta 10–20 s si el ambiente está frío.
- Papel boca arriba, azulejo boca abajo, alinea y cubre con teflón.
- ~200 °C × 6–8 min, presión media.
- Levanta en vertical, retira el papel sin arrastrar y enfría sobre superficie plana.
Flujo recomendado paso a paso (taza 11 oz en prensa)
- Ajusta la resistencia a un contacto homogéneo sin holguras.
- Envuelve la taza con el papel tenso y cinta térmica; evita solapes gruesos.
- 180–190 °C × 180–240 s, presión firme.
- Retira en caliente, quita el papel sin girar y enfría. Si detectas zona pálida cerca del asa, suma 15–30 s o mejora el contacto en ese sector.
Criterios para elegir piezas y asegurar brillo
No todas las cerámicas sublimables brillan igual: busca recubrimientos uniformes (sin poros ni velos) y curvaturas compatibles con tu equipo. En tazas cónicas o de pared gruesa, la transferencia pide más tiempo o hornos con mangas. En azulejos, un esmalte regular permite colores más vivos y bordes limpios; si el esmalte está ondulado, la presión deja “islas” claras. Repite pruebas con un archivo de test (negros, degradados, líneas finas) antes de producir lotes.
Con este enfoque —material certificado, papel y tinta correctos, sujeción impecable y ventanas térmicas realistas—, la sublimación en cerámica pasa de ser tentativa a repetible. Verás negros densos, colores sólidos y bordes nítidos tanto en tazas como en azulejos, sin sorpresas entre la primera y la última pieza de la tanda.